2020-10-06
格柵蓋板1111111111111111111111
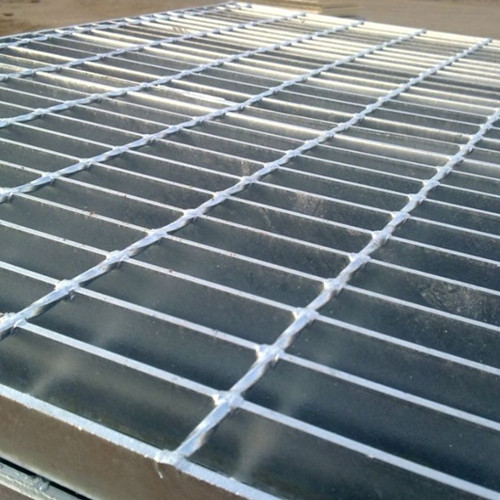
平臺鋼格板
鋼格板安裝夾
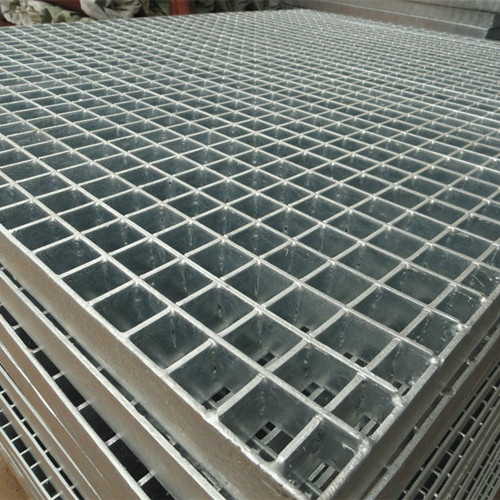
壓焊鋼格柵板
網(wǎng)格板
排水溝蓋板
熱鍍鋅鋼格柵板
熱鍍鋅鋼格板
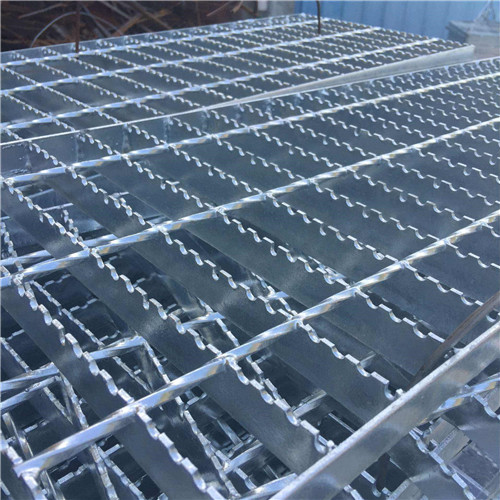
齒形鋼格柵板
插接鋼格柵板